








Высокопрочный крепеж для металлоконструкций: как минимизировать человеческий фактор?
А. А. СЕРГЕЕВ, к. т. н., генеральный директор ООО НИЦ «МОСТЫ»; В. С. МЫЦИК, к. т. н., зам. генерального директора ООО НИЦ «МОСТЫ»; К. Р. КАЛИНИН, ведущий инженер ООО НИЦ «МОСТЫ»
ВЫСОКОПРОЧНЫЙ КРЕПЕЖ ДЛЯ МЕТАЛЛОКОНСТРУКЦИЙ — ЭТО ОСНОВА МОНТАЖНЫХ СОЕДИНЕНИЙ ПРИ СТРОИТЕЛЬСТВЕ И РЕМОНТЕ МОСТОВ, ПУТЕПРОВОДОВ И ДРУГИХ ИНЖЕНЕРНЫХ СООРУЖЕНИЙ. В РОССИИ БОЛТОВЫЕ СОЕДИНЕНИЯ ПРИМЕНЯЮТСЯ УЖЕ ПОРЯДКА 50 ЛЕТ, ПОСЛЕ ТОГО КАК СТРОИТЕЛЬНАЯ ОТРАСЛЬ ОТКАЗАЛАСЬ ОТ ЗАКЛЕПОК В ПОЛЬЗУ ВЫСОКОПРОЧНЫХ БОЛТОВ. РОССИЯ — СТРАНА С ОБШИРНЫМИ СЕВЕРНЫМИ ТЕРРИТОРИЯМИ, ГДЕ ТЕМПЕРАТУРА ЗИМОЙ НЕРЕДКО ОПУСКАЕТСЯ НИЖЕ –50 °С, ПОЭТОМУ НА ПРАКТИКЕ ПРИХОДИТСЯ РЕГУЛЯРНО СТАЛКИВАТЬСЯ С ПРОБЛЕМАМИ СВАРКИ В ЭКСТРЕМАЛЬНЫХ УСЛОВИЯХ. В СВЯЗИ С ЭТИМ МОНТАЖНЫЕ СОЕДИНЕНИЯ НА БОЛТАХ ОСТАЮТСЯ ВОСТРЕБОВАННЫМИ КАК В ПРОМЫШЛЕННОМ И ГРАЖДАНСКОМ, ТАК И В ТРАНСПОРТНОМ СТРОИТЕЛЬСТВЕ, ВКЛЮЧАЯ МОСТОСТРОЕНИЕ.

Подрядчики, а вместе с ними и производители высокопрочного крепежа на протяжении многих лет сталкивались и продолжают сталкиваться со следующими проблемами: разрушение болтов из-за их перетяжки либо ослабление монтажного соединения из-за недотяга болтов, а также их прокручивание в процессе натяжения. В чем же причины возникновения перечисленных проблем?

Наша организация впервые столкнулась с подобными проблемами в 2014 году при строительстве путепровода через Щелковское шоссе в Московской области. Высокопрочные болты М22, гайки и шайбы к ним, примененные в монтажных соединениях пролетного строения данного объекта, были изготовлены по ГОСТ Р 52643-2006 из стали 40Х «селект» с термодиффузионным цинковым покрытием, класс прочности 10.9. При контрольном увеличении крутящего момента на 20% по отношению к нормативному, в соответствии с СТП 006-97, болты стали вытягиваться. В связи с этим службой технического надзора было забраковано 7 партий болтов из 15, а строительно-монтажные работы остановлены.
В процессе лабораторных исследований этих болтов выяснилось, что фактический коэффициент закручивания, определенный со смазкой, как того требовал СТП 006-97, оказался равен 0,14, тогда как завод в лаборатории определял коэффициент закручивания без смазки и указал в сертификате значение 0,17. Расчет по завышенному коэффициенту закручивания приводил к увеличению крутящего момента. Из-за этого на монтаже происходило вытягивание стержней болтов. Этот случай наглядно продемонстрировал, насколько важно соблюдение единой методики определения коэффициента закручивания, как в заводских условиях, так и на монтаже.
Следует отметить, что нормативная база в области высокопрочного крепежа за последние десятилетия претерпела существенные изменения. С 1977 года действовала серия ГОСТ 22353-22356, которая распространялась на стальные конструкции промышленного, гражданского и транспортного строительства, в том числе мостовые.
В 2006 году была введена в действие серия ГОСТ Р 52643-52646, которая отменила прежний стандарт. Необходимо отметить, что эти документы фактически представляют собой перевод европейских норм ISO (7411, 7415 и 4775). В этой серии ГОСТов конструктивные размеры болтов и шайб для мостостроения были изменены по сравнению с аналогичными размерами, указанными в серии ГОСТ 22353-22356, без проведения каких-либо исследований.
Столкнувшись с рядом проблем, как при производстве высокопрочного крепежа, так и на монтаже, мостостроители были вынуждены в 2009 году разработать отдельный нормативный документ — ГОСТ Р 53664-2009 «Болты высокопрочные цилиндрические и конические для мостостроения. Гайки и шайбы к ним. Технические условия», действие которого распространяется только для мостостроения. В нем были сохранены конструктивные размеры болтов и шайб из серии ГОСТ 2235322356. В этом стандарте содержится только три сортамента цилиндрических болтов М22, М24 и М27 класса прочности 10,9.
В 2014 году вышла новая серия ГОСТ 32484.1-32484.6, которая заменила серию стандартов 2006 года. Она также являлась фактически дословным переводом европейского стандарта EN 14399. Конструктивные параметры болтов и шайб для мостостроения снова были изменены, причем в худшую сторону, даже по сравнению с серией стандартов 2006 года.
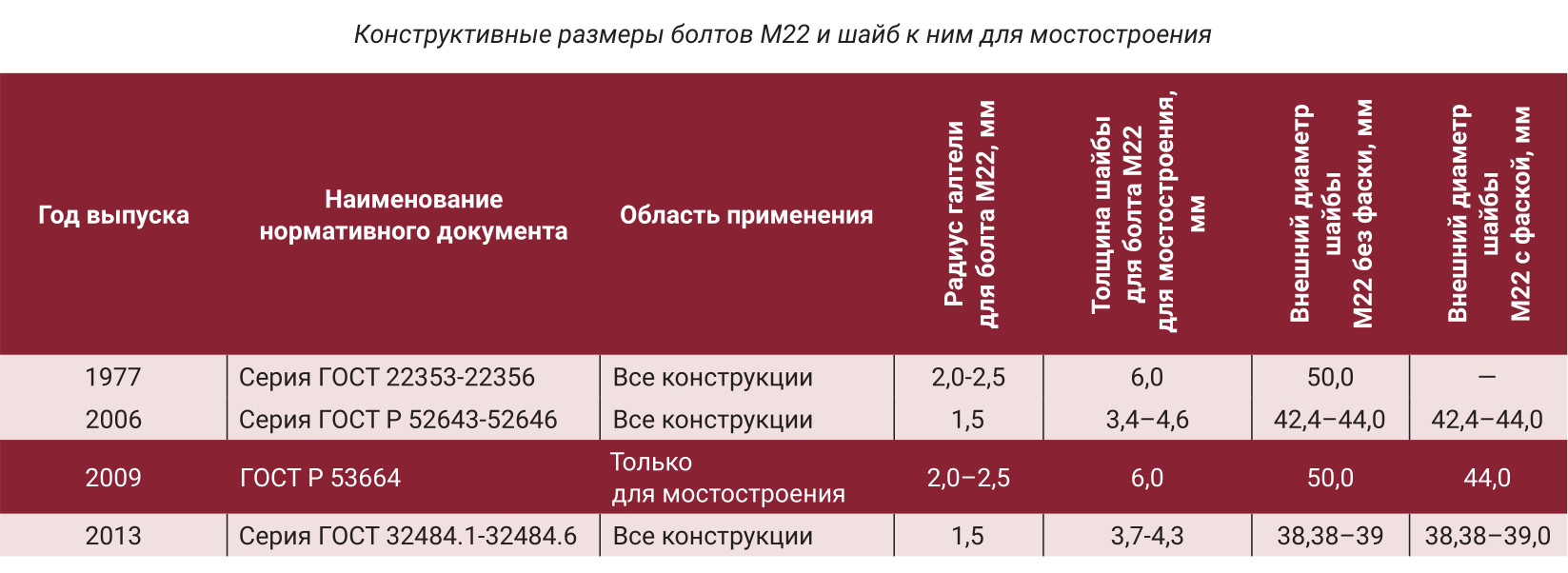
Приведем пример изменения конструктивных размеров высокопрочных болтов М22 и шайб к ним для мостостроения. В серии ГОСТов 1977 года радиус галтели, то есть перехода между цилиндрической частью болта и его головкой, составлял 2,0–2,5 мм. В 2006 году его уменьшили до 1,5 мм. В результате при изготовлении болтов с таким радиусом на существующих производственных линиях головки болтов часто отрывались.
Аналогичная ситуация сложилась и с шайбами. В серии ГОСТов 1977 года шайба для болта М22 имела толщину 6,0 мм и наружный диаметр 50 мм. В серии ГОСТов 2006 года толщина шайб уменьшилась до 4,6 мм, а диаметр до 44 мм. В серии ГОСТов 2014 года эти размеры были еще больше уменьшены: толщина шайбы снижена до 4,3 мм, а наружный диаметр до 39 мм. Мостостроители сочли такие изменения без должного научного обоснования неприемлемыми и сохранили в своем отраслевом стандарте прежние конструктивные размеры, проверенные десятилетиями эксплуатации сооружений.
Таким образом, на настоящий момент единственным стандартом, удовлетворяющим российское мостостроение в части конструктивных размеров высокопрочных болтов, остается ГОСТ Р 53664-2009, который внесен в Свод правил на проектирование мостов — СП 35.13330.2011 «Мосты и трубы».
Основными проблемами, с которыми приходится сталкиваться потребителям высокопрочного крепежа на монтаже, являются разрушение высокопрочных болтов из-за их перетяжки либо недостаточная несущая способность монтажных стыков металлоконструкций из-за недотяга болтов.
Разрушение высокопрочного крепежа на монтаже происходит по следующей причине. Подрядчик в целях экономии может приобретать болты, гайки и шайбы раздельно у разных производителей: у одного завода дешевле болты, у другого — гайки или шайбы. Кроме того, подрядчик может закупать метизы у предприятий, которые не производят высокопрочный крепеж самостоятельно, а только наносят на него антикоррозионные покрытия. В обоих случаях коэффициент закручивания, указанный в сертификате на болты, может не соответствовать фактическому коэффициенту закручивания при их монтаже.
Коэффициент закручивания — это безразмерная величина, которая присутствует в расчетной формуле крутящего момента:
Мкр = P . d . Кз,
где: P — усилие натяжения болта; d — диаметр болта; Кз — коэффициент закручивания, который берется из заводского сертификата.
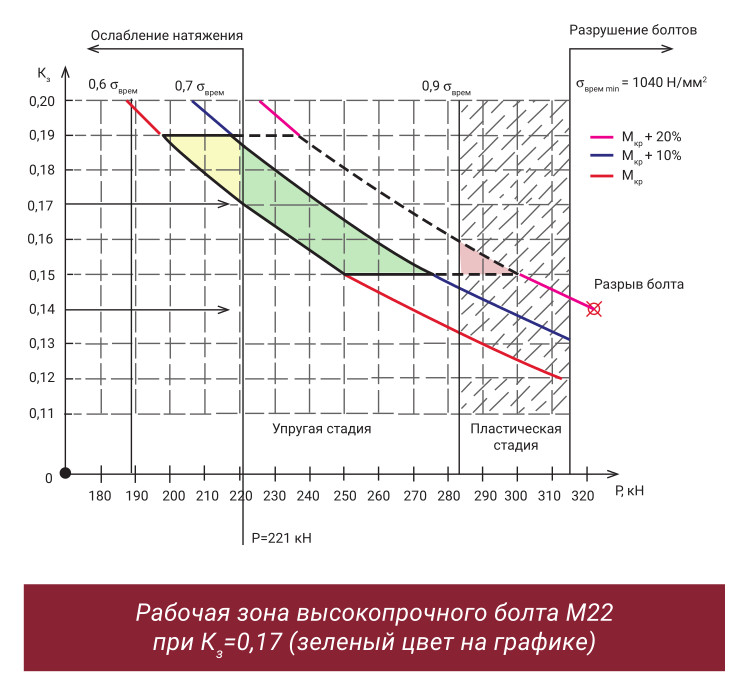
Рабочая зона высокопрочного болта находится в диапазоне 0,7–0,9 от временного сопротивления металла (σвр). В этом интервале болт работает в упругой стадии. Если он натянут ниже 0,7σвр, монтажное соединение не будет иметь требуемой по расчету несущей способности. Если болт натянут больше 0,9σвр, то он может деформироваться (перейти в пластическую стадию) или разрушиться.
Нормативное значение коэффициента закручивания по действующим ГОСТам должно находиться в пределах от 0,11 до 0,20. Для болтов без защитного покрытия («черных» болтов) на протяжении 50 лет сложилось характерное значение коэффициента закручивания 0,175, которое даже указано в СП 46.13330.2012 «Мосты и трубы». С появлением цинковых защитных покрытий коэффициент снизился до значений порядка 0,14. Также этому способствовало применение совместно с цинковыми защитными покрытиями антифрикционных смазок.
Практика показывает, что разброс индивидуальных значений коэффициента закручивания для болтов в пределах одной партии может быть достаточно большой, что при расчете крутящего момента по среднему значению создает риск недотяжки или перетяжки болтов с последующим их разрушением.
С внедрением в производство защитных цинковых покрытий ярче проявилось явление прокручивания болтов в процессе их натяжения. Для устранения этой проблемы приходится создавать дополнительную шероховатость на контактных поверхностях шайб посредством пескоструйной обработки, что ведет к увеличению времени строительно-монтажных работ и, как следствие, повышению затрат подрядчика.
Отдельную роль в прокручивании болтов играет радиус галтели и связанный с ним внутренний диаметр шайбы, который выполняется больше диаметра стержня минимум на два радиуса. Эти параметры влияют на площадь контакта между головкой болта и шайбой. При натяжении болта усилие передается через уменьшенную площадь, и под действием крутящего момента болт начинает вращаться, не создавая требуемого усилия натяжения.
Для решения перечисленных выше проблем в настоящий момент специалисты ООО «НИЦ «МОСТЫ» занимаются актуализацией ГОСТ Р 53664-2009 «Болты высокопрочные цилиндрические и конические для мостостроения. Гайки и шайбы к ним. Технические условия». Область применения обновленного стандарта будет распространяться на все стальные конструкции промышленного, гражданского и транспортного строительства, а не только на мостостроение. Диапазон коэффициента закручивания остается в пределах от 0,11 до 0,20, но дополнительно будет занормирован «размах» индивидуальных значений коэффициента, т. е. разность между максимальным и минимальным его значениями для болтокомплектов в партии. При соблюдении требований к монтажу это позволит гарантировать работу любого болта из партии в рабочей зоне. Тем самым проблемы с недотягом или перетяжкой болтов будут решены.
Важнейшим требованием становится поставка высокопрочного крепежа только болтокомплектами: болт, гайка и шайбы должны поставляться вместе как единый комплект от одного производителя. Это исключает ситуацию, когда на монтаже оказываются изделия из разных партий или с разными покрытиями.
Для устранения эффекта прокручивания болтов также были откорректированы конструктивные размеры шайб для мостостроения.

Помимо традиционных цилиндрических и конических болтов, обновленный стандарт будет включать в себя болты со срезным шлицевым хвостовиком. Они имеют ослабленное сечение с кольцевым концентратором, по которому срезается шлицевой хвостовик при достижении проектного усилия натяжения. Монтаж таких болтов осуществляется, по сути, одним рабочим с использованием специального электрического срезного торсионного ключа (ЭСТК).
Принцип работы такого ключа заключается в следующем. На этапе закручивания внешняя головка ЭСТК, установленная на гайку, вращает ее по часовой стрелке, а внутренняя головка удерживает болт за хвостовик. При достижении предела прочности при кручении внешняя головка останавливается, а внутренняя с хвостовиком начинает вращаться против часовой стрелки, срезая хвостовик по заданному сечению, что служит надежным индикатором правильной натяжки. Внешне после срезания хвостовика такой болт ничем не отличается от классического цилиндрического болта.
При таком способе монтажа отпадает необходимость работы тяжелым динамометрическим ключом (масса которого может превышать 10 кг) и, что самое главное, полностью исключается возможность прокручивания болтов на монтаже. Ответственность за гарантированное усилие натяжения несет завод-изготовитель, а не подрядчик. Классический динамометрический ключ требуется только для выборочного контроля уже установленных болтов.
Обширный накопленный опыт монтажа и эксплуатации сооружений с фрикционными соединениями, а также имевшие место достаточно резонансные инциденты на таких мостовых сооружениях как, например, путепровод на Щелковском шоссе, продемонстрировали необходимость пересмотра нормативной базы и подхода к производству и контролю качества высокопрочного крепежа. Ключевыми направлениями обновленного ГОСТа стали:
- унификация конструктивных размеров болтокомплектов;
- адаптация к российским макроклиматическим условиям;
- строгое требование поставки высокопрочных болтов, гаек и шайб болтокомплектами;
- нормирование размаха коэффициента закручивания болтокомплектов в партии;
- внедрение для промышленного, гражданского и транспортного строительства болтов со срезным шлицевым хвостовиком, позволяющих гарантировать требуемое усилие натяжения на монтаже.
Все эти меры направлены на повышение надежности болтовых соединений, снижение аварийности и сокращение затрат на строительство и эксплуатацию металлоконструкций мостовых и других сооружений, строящихся на необъятной территории нашей страны.